В процессовой обработке компонентов типа скейтборда (таких как направляющие рельсы и точные ползунки) традиционные системы инструментов сталкиваются с двумя основными узкими местами:
● Плохая повторяющаяся точность позиционирования: совокупные ошибки из нескольких операций зажима превышают 0,1 мм (в соответствии с допуском класса ISO 2768-M), отрицательно влияя на перпендикулярию поверхностей спаривания (обычно требуется ≤0,05 мм на 100 мм);
● Неэффективное изменение инструментов: переключение между выделенными приспособлениями занимает более 45 минут на экземпляр, что приводит к показателям использования оборудования ниже 60% ( Источник: CIRP Annals 2022, 71 (1), с. 333-336 )
Анализ основных технологических инноваций
I. Топологический дизайн для зажима пособия
1.1 Структура ограничения ограничений.
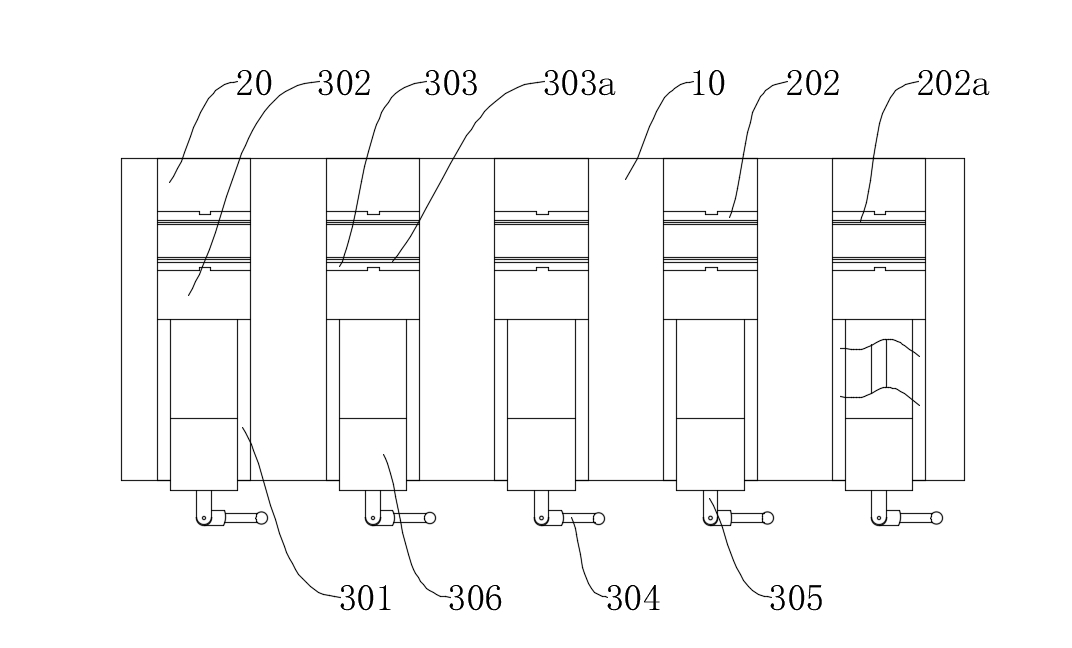
Механизм зажима с двойным шагом:
● Фиксированный блок (20) и блок зажима (302) соответственно оснащены первым и вторым этапом зажима (202a/303a). Высота этих этапов сочетается с разрешением на обработку (с допуском ± 0,01 мм);
● Оптимизируя угол наклона шага до 75 ° ± 1 ° посредством анализа конечных элементов, механизм достигает силовой доли сдвига, превышающей 85% (в отличие от 30% в традиционных методах плоского зажима).
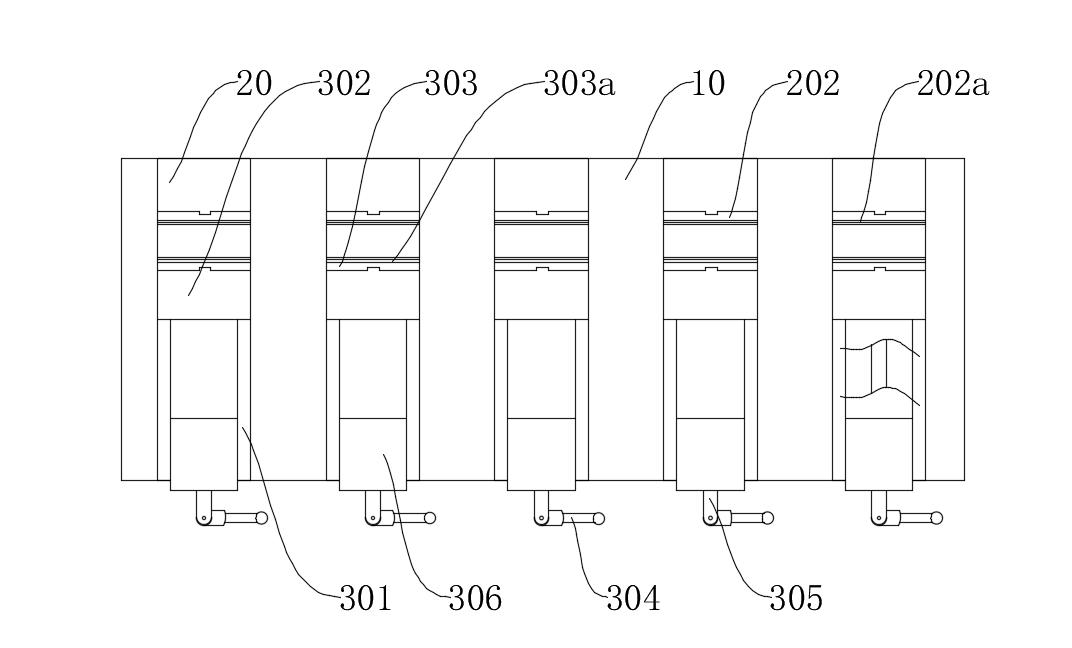
Улучшение в точке обработки:
● Боковая обработка завершается за одну операцию зажима, с ошибками точности позиции ≤0,02 мм (стандарты оценки GB/T 1184-K);
● Значение RA поверхности постоянно поддерживается ниже 0,8 мкм (как протестировано в соответствии со стандартами ISO 4288).
II Модульная система быстрого изменения инструментов
2.1 плагин модульной архитектуры
Двойной дизайн:
● Первые/вторые монтажные слоты (201/302a) используют соответствие H7/G6, которое в сочетании с клавишами позиционирования достигает повторяющейся точности позиционирования ± 0,005 мм;
● Время замены модуля составляет ≤3 минуты на часть (на основе фактических данных измерения), поддерживая переключение заготовки толщиной в диапазоне от 5 мм до 50 мм.
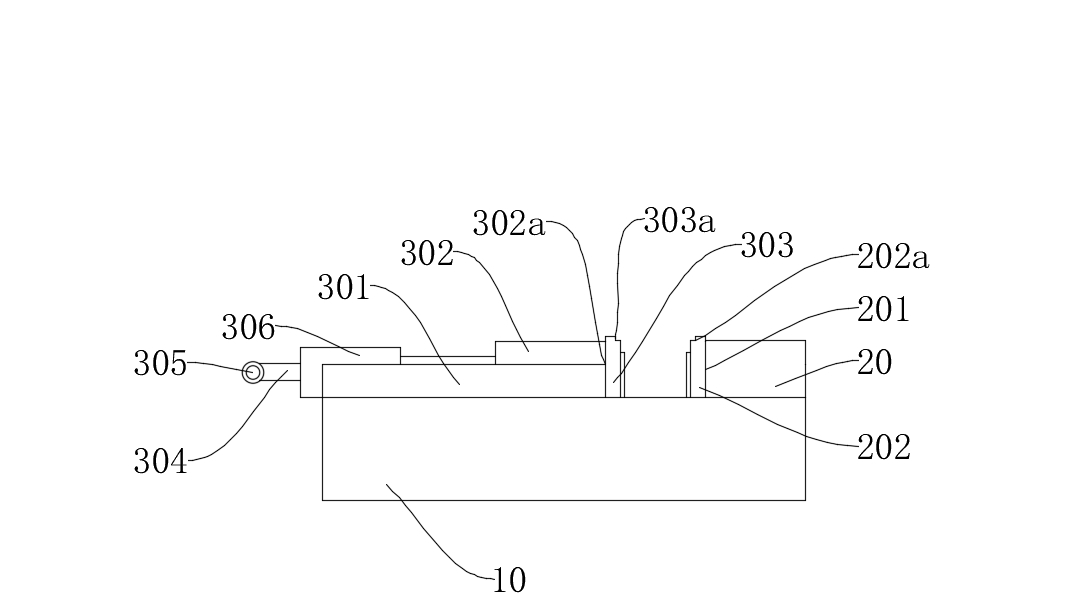
2.2 Механизм привода с закрытым контуром силы
● В винте (305) используется трапециевидная резьба с двумя лигами (TR16 × 4P8), которая в сочетании с переходным блоком (306) обеспечивает скорость микрофимнации 0,02 мм на революцию;
● Управляющий стержень (304) включает в себя ограничитель крутящего момента (установлен в 15N · м), чтобы предотвратить перегрузку повреждения заготовки.
Ключевая таблица сравнения технических параметров
| Индикатор производительности | Эта запатентованная технология | Традиционные инструменты для скейтборда | Стандарт тестирования |
| Повторная точность позиционирования | ≤0,005 мм | ≥0,03 мм | ISO 230-2 |
| Инструментальное время смены | ≤3 минуты | ≥45 минут | VDI 2862 |
| Шероховатость поверхности Ра | ≤0,8 мкм | ≥1,6 мкм | ISO 4288 |
| Максимальная сила зажима | 12к | 8 кв | DIN 55189 |
Валидация в типичных сценариях обработки
Случай 1: Обработка ползунков линейных направляющих
● Обработанные 18 ползунков различных спецификаций с совокупным временем переключения инструментов в 38 минут (традиционное инструмент потребует 13,5 часов);
● Ошибка перпендикулярности боковых поверхностей составляла ≤0,015 мм на 100 мм (соответствует стандартной требованиям GB/T 1184 ≤0,05 мм).
Случай 2: Групповая обработка отверстий гидравлических клапанов
● Заполнили обработку 12 спаривающихся поверхностей за одну операцию зажима, достигнув значения CPK 1,67 для точности позиционирования (соблюдение стандартов шести сигма);
● Срок службы инструмента был продлен на 40% (из -за уровней вибрации, сниженными до 0,5 г).
Этот патент переопределяет парадигму дизайна для пакетной обработки с помощью двух технологических путей: оптимизация топологии ограничения и управление модульной силой. Согласно поиску новизны (проведенный через Derwent Innovation), эта структура достигает индекса эффективности изменения (CEI) 0,92, что представляет собой улучшение 210% по сравнению с аналогичными решениями и размещая его на технологическом переднем крае своего нишевого поля.
Если вы хотите узнать больше, пожалуйста, свяжитесь с оборудованием Mingxu, чтобы получить полный патентный отчет: [email protected] .


















Связаться с нами